工業用特殊印刷のことなら、ISO14001認証取得のハイライト工業株式会社にお任せください。
技術情報
1.エッチング刃(腐食刃)…ピナクル、フレキシブルダイ

☆エッチング刃(腐食刃)は、鋼を溶かし、刃の先端を鋭角に加工・研磨し、フッ素コーティングを施し仕上げられています。
☆刃の繋ぎが無い為、ラインが綺麗に仕上がります。
☆厳しい公差のものや複雑な形状のものに向いていますが、ビク刃に比べると寿命は短いです

はめあい公差(JIS)とは??
・軸と穴のはめあいの度合いを示したものです。
・はめあいは穴径を基準にする方が良いとされています。
・穴基準はアルファベットの大文字、軸基準はアルファベットの小文字で表記します。
・穴基準の場合は穴径が大きい順にアルファベットの大文字でAから始まります。
・基準寸法と一致するのがHです。
基準寸法と一致して分かりやすいためHは良く使われます。
H以降は基準寸法より穴が小さくなります
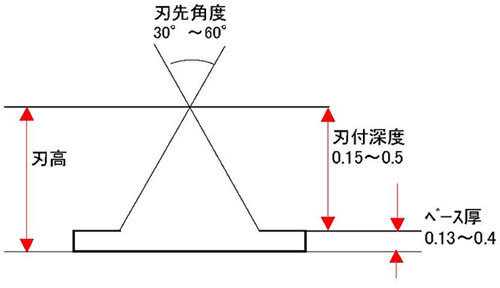
☆寸法精度±0.01㎜
☆刃先角度
30°=フィルム基材で切れ味重視のときに使用
40°=フィルム基材でセパレータが厚めのときに使用
50°=フィルム基材でセパレータが薄めのときに使用
60°=紙基材や耐久性を重視するときに使用

U字溝の部分
☆U字溝のはめあい公差
<φ1.0H8(+0.014/0)>
φ1.0=穴の直径
H=穴の公差域
8=等級
(+0.014/0)
=JIS「はめあい公差」の表によると、最少許容寸法0、最大許容寸法+0.014
2.機能性インキ(特殊インキ)…ちぢみ印刷

『機能性インキ』は、蓄光印刷の標識や香料印刷のポスター、点字印刷など、身近なところに使われています。
色彩的、立体的に表現することで視覚や手触りなどで感じるもの、温度や光の吸収により色を変化させることで注意を促すもの、香りでリラックスできるものなど、さまざまな可能性を秘めたインキがたくさんあります。
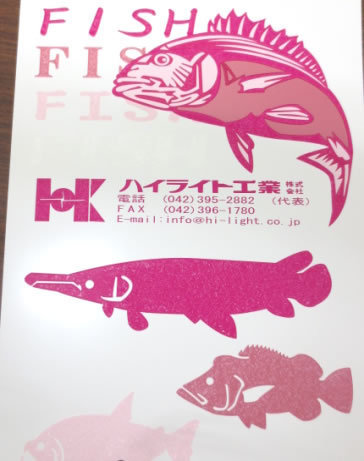
今回は、「ちぢみ印刷」をご紹介いたします。
ちぢみ用UVインキで印刷後にUV硬化装置で乾燥することで、上記のサンプルのようにシボの模様(ちりめん皺模様)がランダムに浮き上がります。
透明なインキなので調色することが可能です。

印刷素材は、ポリカーボネート、PET、紙等に対応できます。
インキ膜厚で模様が変化します。
薄い・・・細かい模様
厚い・・・粗い模様

PET透明の素材

PETシルバー艶の素材
PET白の素材
3.測る(計る)…「測定器」「測定機」

測定とは?
製造した製品の寸法を一定の基準(単位)に基づいて数値で表すことで求められる仕様(公差内)に収まっているかを確認することが出来ます。
・直接測定・・・ノギスやマイクロメータ、三次元測定器を用いて製品の寸法を直接測る方法で幅広く測れる反面、目盛の誤読等が生じる可能性がある。
・間接測定・・・ゲージブロックやリングゲージの基準器を用いて、製品との差から(比較測定)割り出す方法で測定が容易であるが、範囲が限られる。
・測定誤差・・・測定値には何らかの「不確かさ(あいまいさ)」が含まれるのは避けられません。それを生み出す条件は大きく3種に分類することが出来、それぞれの条件に配慮する必要があります。
①系統誤差⇒特定の原因によって測定値が偏る誤差。
例えば、測定値の個体差による誤差(器差)、温度、測定方法のくせなど。
②偶然誤差⇒測定時の偶然がもたらす誤差。測定器に付着した埃が原因の誤差があります。
③過失誤差⇒測定者の経験不足や誤操作による誤差。
・誤差の要因・・・物体は温度の変化によって体積が変わることから長さもまた変化します。
温度と物体の長さの変化は「熱膨張係数」で表すことが出来ます。
材質の種類によって熱膨張係数は異なり、JISは長さを測定する際の標準温度を20℃、湿度50%と決めています。
物体は力を加えることで一定の割合で変化します。
「弾性変形」・・力を加えるのを止めると元の状態に戻る変化
「応力」・・物体に作用する力
両者の関係を「縦弾性係数(ヤング率)」で表すことが出来ます。
「アツべの原理」・・・測定精度を高めるためには、測定対象物と測定器具の目盛を
測定方向の同一線上に配置しなければならない」
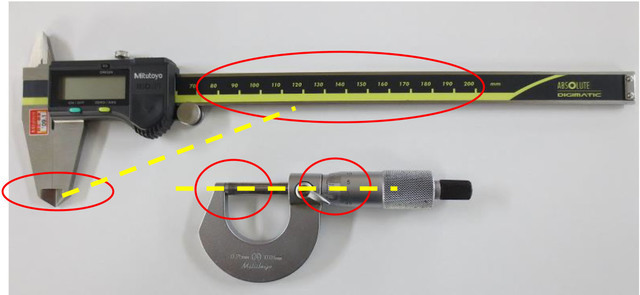
【測定器】
ノギス
(アツベの原理に適っていない)
マイクロメーター
(アツベの原理に適っている)
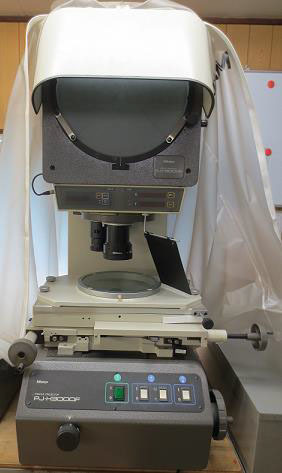
【測定機】
投影機
対象物を台に乗せて下から光を当てることで、輪郭がスクリーン上に投影される仕組みで正確な測定が可能です

【画像寸法測定機】
イメージメジャー
測定者による測定誤差が生じない
測定にかかる時間を大幅に削減できる
1000分台までを測定
二次元寸法測定
測定視野 Φ100 / Φ25
繰返し精度 ±1μm / ±0.5μm
測定データを記
お問合せはこちら
見積依頼・お問い合わせは、お電話またはフォームにて受け付けております。
まずはお気軽にご連絡ください。

お気軽にお問合せください


